Wymagania techniczne
WYMAGANIA KTÓRYM POWINNY ODPOWIADAĆ POWŁOKI CYNKOWE
Podczas cynkowania ogniowego następuje stopniowa dyfuzja płynnego cynku w powierzchnię stali i tworzy się warstwa stopowa. Po wyciągnięciu ocynkowanego przedmiotu z kąpieli cynkowej, na górnej (zewnętrznej) powierzchni stopu pozostaje powłoka czystego cynku. Grubość powłoki cynkowej mierzy się w mikrometrach, lub podaje masę powłoki cynkowej w g/m2 . Na przykład: grubość powłoki 100μm, odpowiada masie cynku 710g/m2.
Powłoka ocynkowanego przedmiotu musi spełniać wymagania normy EN ISO 1461.
- powierzchnia powłoki powinna być ciągła, wolna od pęcherzy i miejsc chropowatych, sopli i odprysków, pozostałości topników i resztek popiołu cynkowego.
- Łączna powierzchnia na którą nie nałożyła się powłoka i którą należy naprawić nie może przekraczać 0,5% powierzchni całkowitej części. Pojedynczy obszar bez powłoki nie może przekraczać 10 cm2. Pojedyncze miejsca z wadami powinny być poprawione przez Wykonawcę. Naprawy należy wykonywać stosując odpowiednie pokrycia specjalną do tego celu przeznaczoną chemoodporną farbą pigmentowaną pyłem cynkowym. Naprawa powinna obejmować usunięcie zanieczyszczeń i przygotowanie powierzchni uszkodzonego miejsca dla zapewnienia odpowiedniej przyczepności.
- Występowanie jasno i ciemnoszarych obszarów jak również biała rdza na powłoce cynkowej nie stanowi powodu do reklamacji o ile zachowana jest minimalna, wymagana grubość powłoki cynkowej
- W profilach zimnowalcowanych mogą wystąpić paskowo-pasmowe zgrubienia powierzchni
- Powłoka na spoinach jest z reguły dużo grubsza niż na rodzimym materiale
- Z połączeń zakładkowych oraz nieszczelnych spoin spawów mogą wystąpić rdzawe wycieki
- W przypadku stali o niekorzystnej zawartości krzemu i fosforu może nastąpić znaczne zgrubienie powłoki i pogorszenie jej przyczepności. Efektem wizualnym tego zjawiska może być szorstka, powłoka o szarym i ciemnoszarym zabarwieniu przechodzącym z czasem nawet w odcień brązu.
| GRUPA PRZEDMIOTÓW | Średnia grubość powłoki [µm] | Minimalna, lokalna grubość powłoki [µm] | Masa Zn w odniesieniu do powierzchni [g/m2] |
| Stal o grubości < 3mm | 55 | 45 | 400 |
| Stal o grubości 3mm ≥ a< 6mm | 70 | 55 | 500 |
| Stal o grubości ≥ 6mm | 85 | 70 | 610 |
- Powłoka winna być elastyczna i dobrze związana z podłożem, aby wytrzymać obciążenia występujące przy normalnym użytkowaniu.
- Przyczepność pomiędzy cynkiem a podłożem nie musi być zazwyczaj sprawdzana ponieważ powłoki cynkowe otrzymywane metodą zanurzeniową wykazują wystarczającą przyczepność Gięcie i obróbka plastyczna po cynkowaniu zanurzeniowym nie powinna być stosowana. Normy ISO nie przewidują dokonywania prób badania stopnia przyczepności powłok cynkowych ogniowych do podłoża
- W przypadku , gdy wyrób ma być dodatkowo zabezpieczany powłoką malarską, wówczas konieczne są uzgodnienia o sposobie wykonania napraw między zleceniodawcą a ocynkownią.
WYMAGANIA TECHNICZNE DOTYCZĄCE MATERIAŁU DO CYNKOWANIA
- Wszelkie wady hutnicze, mogą po ocynkowaniu stać się bardziej widoczne i mogą być przyczyną miejscowego pękania powłoki.
- Dostarczony materiał nie powinien posiadać wnęk lub szczelin ograniczających swobodny odpływ cynku i powodujących pozostawanie popiołów.
- Konstrukcje posiadające naprężenia wewnętrzne po poprzednich obróbkach takich jak np. spawanie, mogą w trakcie procesu cynkowania ulec deformacji. Dotyczy to szczególnie długich spoin.
- Na dostarczonych elementach niedopuszczalne są zanieczyszczenia powierzchni w postaci: powierzchni uprzednio pomalowanych, oznakowań farbami, substancji smolistych, smarów, środków silikonowych, obecność na powierzchniach wewnętrznych i zewnętrznych wszelkich pozostałości obróbki strumieniowo ściernej.
- Powierzchnia materiału nie może posiadać nadmiernych warstw zgorzeliny,odprysków po spawaniu, szklistych żużli spawalniczych, ostrych krawędzi otworów, zawalcowań, zanieczyszczeń farbami, „sprayami” spawalniczymi i nadmiernych ilości oleju lub smaru.
- Materiał nie może mieć zamkniętych przestrzeni, które mogą uniemożliwić jego zanurzenie bądź spowodować rozerwanie elementu podczas cynkowania.
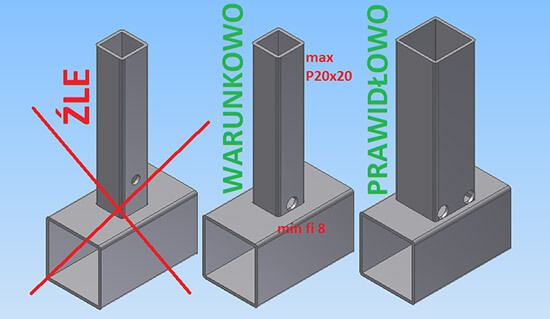
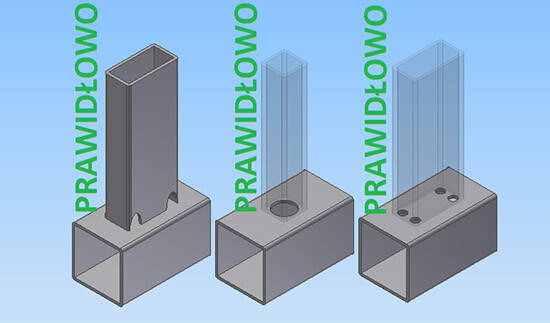
- Każdy element musi mieć niezbędne otwory technologiczne umożliwiające swobodny przepływ cynku oraz odpowietrzenie konstrukcji podczas procesu.
- Minimalne wielkości otworów w zależności od przekroju podane zostały w poniższej tabeli.
MINIMALNE ŚREDNICE OTWORÓW TECHNOLOGICZNYCH W ZALEŻNOŚCI OD PROFILU I WIELKOŚCI PRZEKROJU KSZTAŁTOWNIKÓW
| Wymiary wewnętrzne profilu zamkniętego (mm) mniejsze niż: |
Minimalna średnica otworów (mm) w przeciwległych końcach profilu przy liczbie otwarć |
||||
| 1 | 2 | 3 | |||
| 15 20 30 40 50 60 80 100 120 160 200 |
15 20 30 40 50 60 80 100 120 160 200 |
20x10 30x15 40x20 50x30 60x40 80x40 100x60 120x80 160x80 200x120 260x140 |
8 10 12 14 16 20 20 25 30 40 50 |
10 12 12 12 16 20 25 25 30 |
10 10 12 12 16 16 16 |
- Zawartość krzemu i fosforu w stali przeznaczonej do cynkowania ogniowego powinna być niższa od 0,03 % lub mieścić się w przedziale od 0,12 do 0,25%, Łączną zawartość oblicza się wg wzoru Esi = Si+2,5·P (Si i P oznacza procentowe zawartości krzemu i fosforu w stali).
- Elementy powinny posiadać otwory lub uchwyty umożliwiające podwieszenie materiału.
- W przypadku nie przygotowania przez Zleceniodawcę konstrukcji do cynkowania, w sposób zgodny z niniejszymi wymaganiami, Wykonawca dokona wszelkich niezbędnych operacji, a kosztami ich wykonania obciąży Zleceniodawcę lub odstąpi od realizacji zlecenia
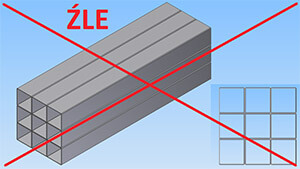
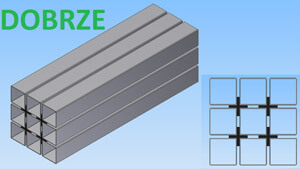
Ważnym aspektem jest aby transport ocynkowanych materiałów odbywał się na krytych samochodach, a składowanie wyglądało tak jak na rysunku "dobrze" (gdzie składowane elementy nie stykają się bezpośrednio płaszczyznami co mogłoby prowadzić do tzw. białej korozji.)
DOPŁATY Z TYTUŁU BRAKU LUB ŹLE WYKONANYCH OTWORÓW TECHNOLOGICZNYCH
BARDZO WAŻNE !
Wszystkie rodzaje stali przedstawione w DIN 17100 oraz PN-88/H-84020 i PN-86/H-84018 można ocynkować ogniowo.
Uzyskiwana na nich jakość powłok cynkowych, przede wszystkim: połysk, gładkość, grubość, przyczepność, jest różna i zależy od składu chemicznego tych stali, w szczególności od zawartości w nich węgla (C), fosforu (P) i krzemu (Si). Zawartość węgla (C) i krzemu (Si) w stali nie powinna przekraczać łącznie 0,5%.
Przy stalach zawierających krzem, istnieje ryzyko, że reakcja żelazo-cynk przebiegnie szczególnie silnie i udział stopu żelazowo-cynkowego w powłoce cynkowej będzie wyższy, niż normalnie. W skrajnym przypadku może zdarzyć się, że powłoka cynkowa może składać się ze stopu żelazowo-cynkowego.
Zjawisko to można zaobserwować zwłaszcza, gdy zawartość krzemu w stali zawiera się w przedziale: od 0,03% do 0,12% (tzw. efekt Sandelina), jak również przy zawartości krzemu powyżej 0,3%.
W takich przypadkach powłoka cynkowa jest najczęściej matowo-szara, chropowata, nierównomierna, bardzo krucha i co z tym bezpośrednio związane, wrażliwa na silne odkształcenia i uderzenia (uszkodzenia mechaniczne). Opisane wyżej zjawisko powoduje zmniejszenie przyczepności grubych powłok do stali.
Ze względu na wyżej wymieniony efekt nie zaleca się cynkować ogniowo stali zawierających krzem w przedziałach stężeń określonych wyżej. Zaleca się natomiast stal o zawartości krzemu poniżej 0,03% lub w przedziale od 0,15% do 0,25%.